


Beskrivning
Observera: Alla våra handgjorda klangskålar är sorterade efter vikt. Den angivna diametern är en ungefärlig indikation, så att du får en allmän uppfattning om skålens bredd.
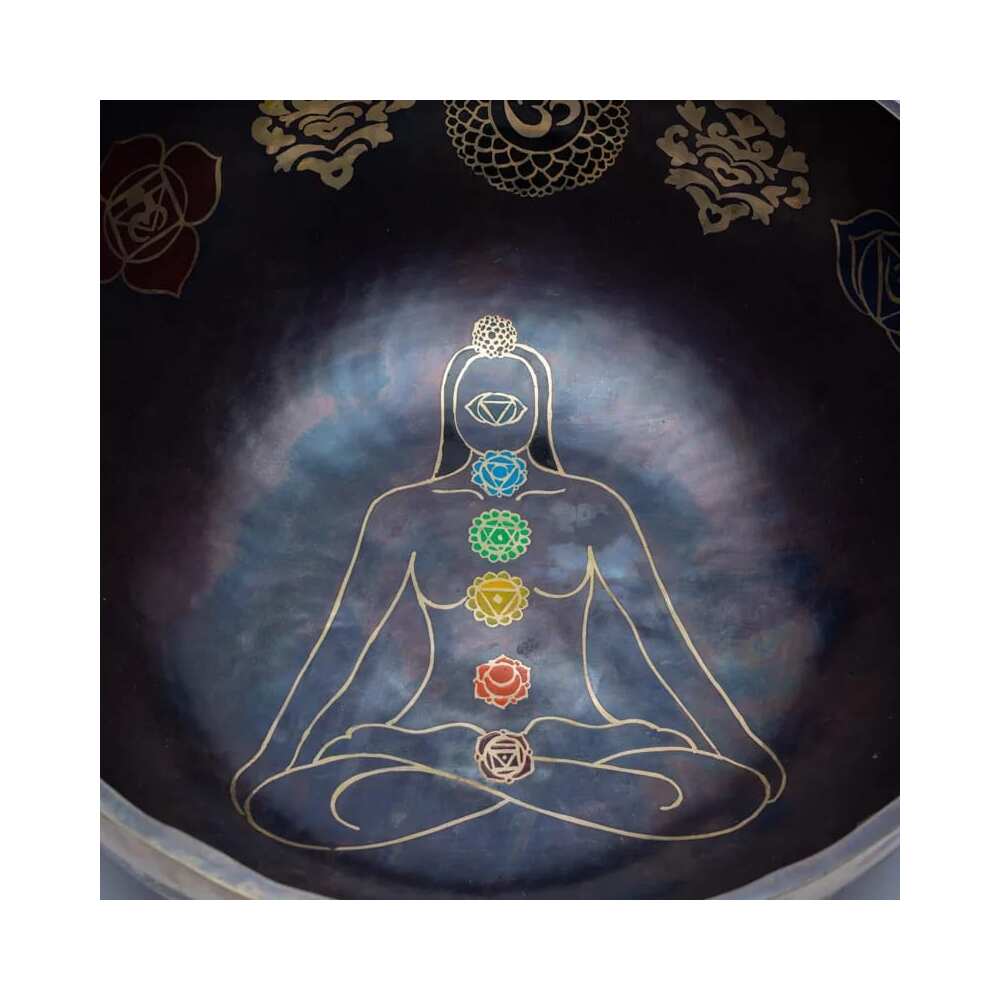
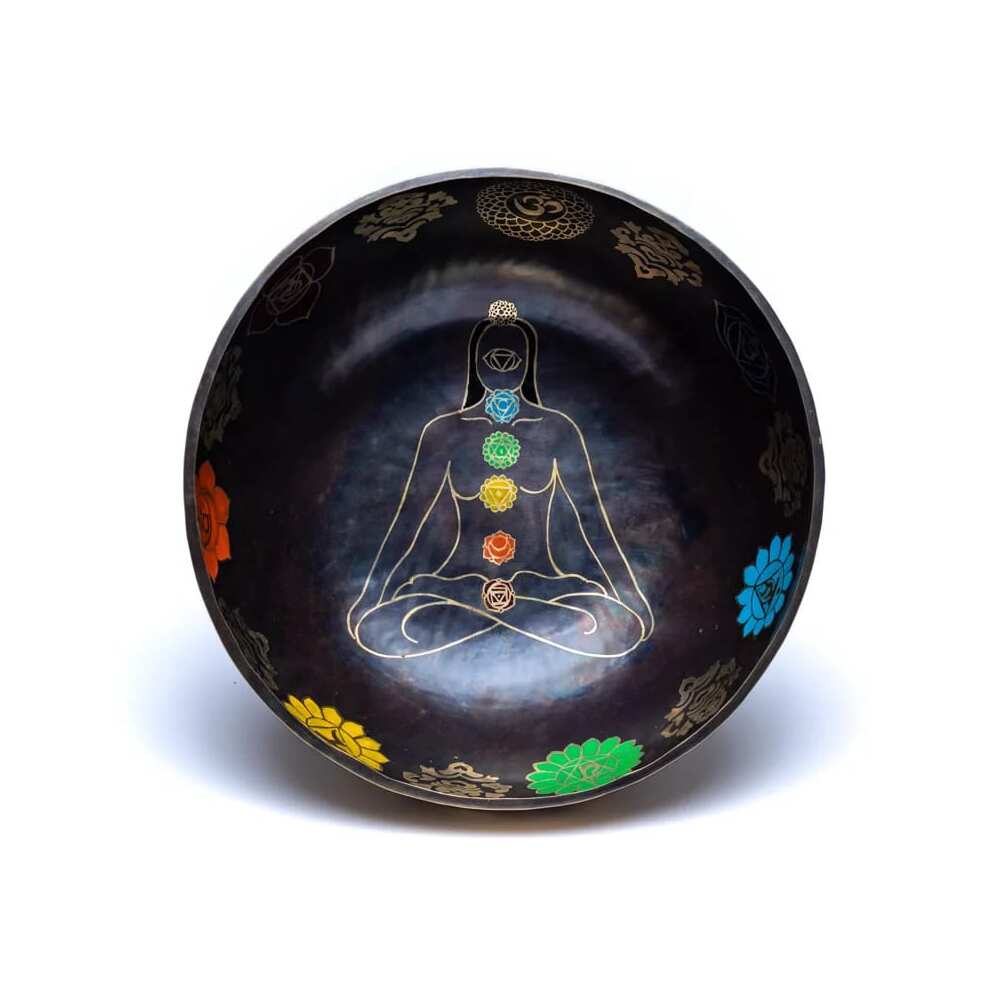
Vackert graverade på insidan med en bild av en yogi och de 7 chakrasymbolerna i färg. På utsidan finns de tibetanska lyckosymbolerna och Livets Blomma-symbolen (nederst).
Chakran
Chakran är subtila energipunkter, bokstavligen kallade energihjul. De fungerar som platser för energiutbyte. Faktum är att vi har hundratals chakrapunkter spridda över vårt subtila energisystem. De mest kända är dock de sju huvudchakran, som är sammankopplade i vår kropps centrala energikanal, som löper längs vår ryggrad. När chakran fungerar korrekt är dessa centra portar för vital livsenergi som kommer in i vår kropp genom kanaler (nadier) och meridianer genom vår subtila kropp. Samtidigt är de också flyktpunkter för lågfrekvent energi att flöda tillbaka till de subtila kroppar som transformeras. Var och en av de sju stora chakrana representerar en medvetandenivå eller ett utvecklingsstadium i livet, sett ur vår fysiska existens perspektiv. Chakran kan fungera mindre när de är i ett negativt tillstånd under en längre tid på grund av negativa vanor och ackumulerade känslor. Detta gör det svårt för personligheten att fullt ut integrera den medvetandenivå som varje chakra representerar. När chakrana är öppna och i balans bildar de ett integrerat system där varje chakra är beroende av de andra för optimal funktion.
Handhamrade klangskålar
Slagna eller handhamrade klangskålar tillverkas genom en komplett handhamrningsprocess. Varje klangskål är noggrant handhamrad, vilket kräver flera processer för att färdigställa och forma den till en perfekt handhamrad klangskål. I tillverkningsprocessen smälts först de olika metallernas sammansättningar som råmaterial (koppar, tenn, zink, järn, bly, guld och silver) i en ugn, beroende på tillverkningsbehov, såsom för tillverkning av bronsskålar eller sju metallskålar. Den smälta metallen tas ut ur ugnen och hälls i tärningar för att förbereda en metallform för olika storlekar och vikter. Sedan skärs de runda metallformarna till runda metallskivor i önskad storlek och tjocklek. Därefter slås eller hamras dessa skivor för hand, efter exakt mätning och kategoriseras efter vikt och storlek på skålarna. När det gäller handhamringsprocessen för sångskålar staplas 4 till 5 metallskivor, en ovanpå varandra, och värms sedan upp till glödhet. De glödheta metallplåtarna hamras av en grupp experter, så länge värmen finns kvar i metallen, och bearbetas sedan igen till glödhet uppvärmning, för en kontinuerlig malningsprocess. Denna uppvärmning och malning av de buntade och staplade metallskivorna fortsätter tills en önskad form och storlek har bildats. (Det är därför de hamrade eller slagna klangskålarna kommer att ha proportionellt olika storlek och diameter för varje enskild klangskål.) Under hamringsprocessen av dessa klangskålar kan metallskivan bara hamras medan den är rödglödgad, medan den förblir mjuk och flexibel. När metallen blir kallare förlorar den sin mjukhet och flexibilitet, vilket i sin tur gör metallen spröd och därmed kan skålen förstöras. Anledningen till denna intensiva arbetsprocess är att metallinnehållet (brons eller en blandning av sju metaller) är mycket känsligt för värme och blir hårdare när det förlorar sin heta temperatur och kommer att få sprickor och brott.
Efter att de önskade skålarna är färdigformade börjar det individuella arbetet. I detta skede bringas varje skål till enhetlig form och storlek, och återigen kan detta bara göras under den rödglödga bränningen, uppvärmningen och vispningen. Efter att formen och storleken har bestämts görs ytterligare hamring för en slutlig finjustering och formning av klangskålarna. De individuella klangskålarna mejslas sedan ut och slipas för den sista touchen, både på insidan och utsidan.



